NAPCOR’s 2024 PET Recycling Report puts a hard number on the opportunity and the constraint: the U.S. PET bottle recycling rate was 30.2% in 2024. That means most plants chasing rPET growth are competing for the same bales, and the real margin swing comes from what your line can tolerate: labels, glue, fines, moisture, and contamination that quietly crush yield.
We understand that navigating the complexities of PET recycling equipment selection can feel overwhelming, especially with so many variables affecting yield and quality. You're not alone in facing these challenges.
This guide to PET recycling equipment is built for buyers, not brochures. You’ll map your feedstock to the right process stack, then translate that into an RFQ scope framework so quotes are apples-to-apples.
Key Takeaways:
Pick The Output First — clean flake, pellets, or bottle-grade sets the required line depth.
Classify Your Bales — labels/glue, fines, odor/organics, and cap carryover, decide cold vs hot wash.
Quote A Specific Stack — use Stack A/B/C so vendors can’t remove modules and still “meet spec.”
Lock RFQ Assumptions — feedstock basis + throughput/yield basis + acceptance tests in writing.
Need A Sanity-Check? — for PET recycling equipment in IL/WI/MN/ND/SD, reach out to Aqua Poly before you commit.
What Counts As “PET Recycling Equipment”
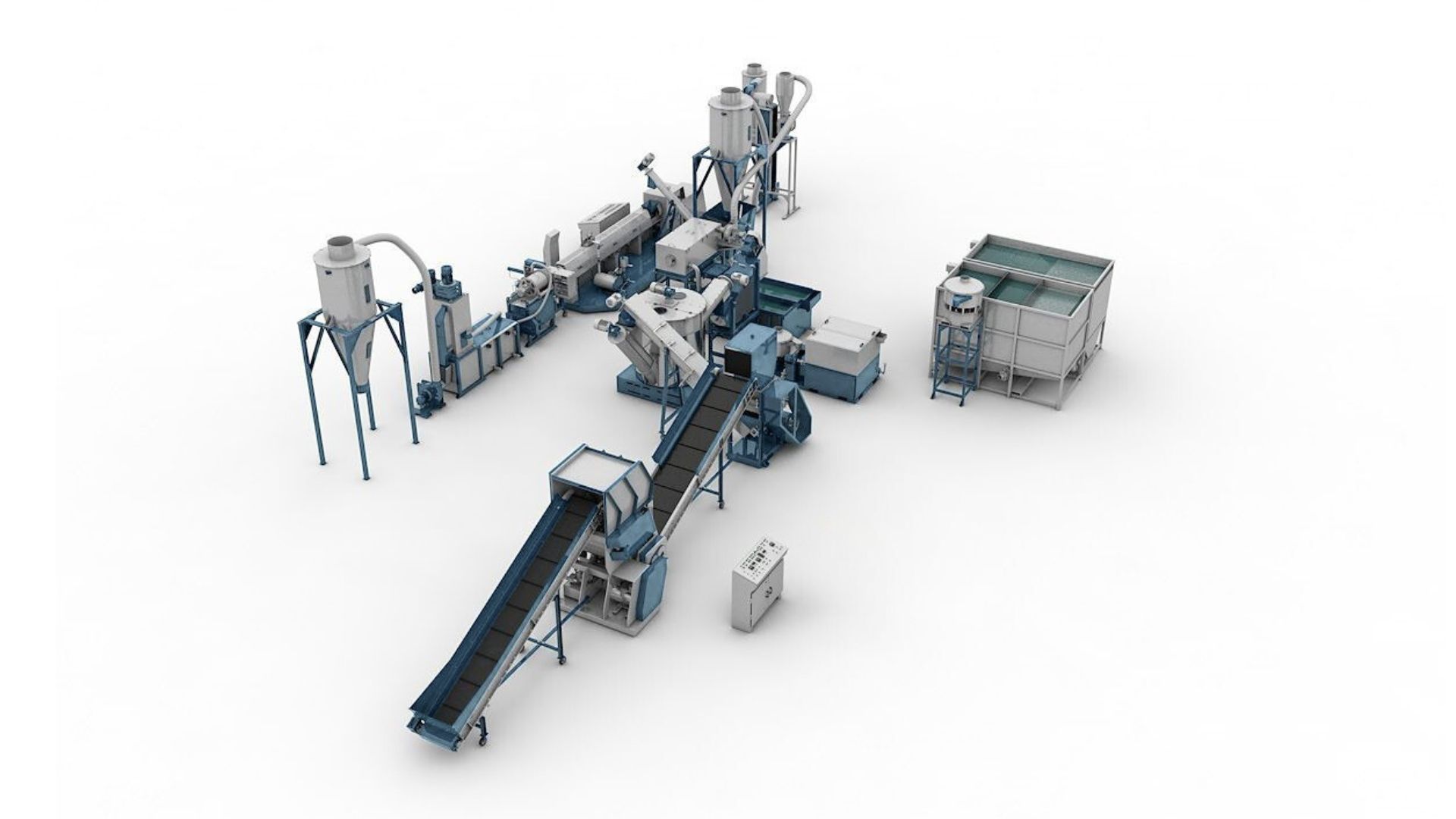
When buyers say “PET recycling equipment,” they usually mean the end-to-end mechanical recycling system that turns PET bottles (often baled) into clean flake or pellets. At a minimum, that system covers: debaling → sorting → size reduction → washing → drying → (optional) extrusion + melt filtration + pelletizing, depending on your output target.
What “counts” as PET recycling equipment:
Bale Receiving And Debaling: Breaks bales and meters material into the line (the “front end” most plants underestimate).
Contaminant Removal And Sorting: Removes non-target materials and controls contamination so downstream washing/extrusion isn’t overloaded; bale-spec guidance is often used to define acceptable contaminant levels up front.
Size Reduction Into Flake: Shredding/granulation to make consistent flake that can be washed and separated effectively.
Washing And Density Separation: Washing removes adhered contaminants; separation steps remove materials that don’t belong with PET (the core of “flake quality”).
Dewatering And Drying: Mechanical dewatering + drying to control moisture before storage or extrusion (PET’s moisture sensitivity is a practical constraint, not a detail).
Extrusion And Melt Filtration: If you’re producing pellets (or need higher consistency), this is where flake is melted and filtered to stabilize output quality.
Pelletizing And Post-Processing (Optional): Cuts filtered melt into pellets; some PET-focused systems also emphasize targets like VOC reduction / IV management depending on end use.
Quality Checks And Handling Between Stages (Often Included): Storage/feeding between steps plus checks tied to your commercial spec (e.g., contamination carryover, moisture, and when relevant, IV/VOC targets).
Your choice of end product sets the required quality targets and determines which PET recycling equipment modules are truly non-negotiable.
Decide Your End Product First: Clean Flake, Pellets, Or Bottle-Grade RPET
Your “right” PET line isn’t defined by equipment brand names, it’s defined by what you plan to sell. Clean flake, pellets, and bottle-grade rPET each have different tolerance for contamination, odor, and variability, which directly changes the required washing, drying, and melt-stage scope (and cost).
Target Application
Define the buyer and use case (e.g., sheet/strapping vs injection-grade pellets vs bottle-to-bottle). Your end market determines how much contamination, variability, and performance risk is acceptable.
Odor/VOC Tolerance
If your customer is sensitive to odor (common for packaging), you typically need tighter control on input contamination and stronger decontamination capability, not just “more washing.”
Color/Clarity Expectations
If you must hit tighter color/clarity, you’ll need better control upstream (sorting + label/adhesive removal) because discoloration and haze are often locked in early.
Food-Contact Requirements
“Bottle-grade” is not just cleaner, it’s compliance-driven. In the U.S., FDA evaluates recycled-plastic processes for food-contact use and provides case-by-case feedback (commonly via “no objection” letters/listings).
In the EU, EFSA assesses recycling processes intended for food-contact materials as part of the authorization pathway.

Once your application, odor tolerance, color expectations, and any food-contact path are clear, convert that into a concrete output target. That single decision determines which PET recycling equipment modules are mandatory versus optional.
Output Target | Critical Quality Metrics | Must-Have Equipment Modules |
Clean Flake | Label/adhesive removal, PP/PE carryover control, stable moisture | Sorting, size reduction, washing + density separation, dewatering, thermal drying |
Pellets | Melt stability, lower contamination load, consistent moisture before extrusion | Everything for clean flake plus extrusion, degassing, melt filtration, pelletizing |
Bottle-Grade RPET | Verified decontamination, IV control, low VOC/odor | “Super-Clean” architecture: Advanced washing + melt filtration/degassing, plus SSP or IV-management where required |
If you don’t lock your output target first, vendors will each quote different system depths, and you’ll end up comparing prices that don’t represent the same quality level, operating cost, or risk profile.
Most PET lines win or lose at the front end, before washing starts.
Front-End Decisions That Decide Line Performance
Most PET lines don’t fail in extrusion, they fail earlier, when the front-end lets the wrong contaminants through (or creates avoidable fines/moisture). Use this table to decide where each issue must be handled and what to lock into your RFQ so vendors can’t quote around it.
Issue | Where It Should Be Removed | What It Breaks If Ignored |
PVC | Bale + Sort (Before Grind) | Filtration + Pellet Quality (rapid degradation/discoloration risk) |
Labels | Wash (Backed By Sort When Labels Disrupt Sorting) | Wash Cost + Filtration + Pellet Quality (adhesives/label residue drives contamination) |
Caps | Sort + Wash (Float/Sink Separation) | Pellet Quality + Filtration (polymer carryover and stream contamination) |
Fines | Grind + Wash (Screens/Separation) | Wash Cost + Dryer + Filtration (abrasion, plugging, yield loss) |
Moisture | Wash (Minimize Uptake) + Wash Train (Dewater/Dry Before Melt) | Pellet Quality (hydrolysis/chain shortening risk) + Filtration instability |
Once the front end is controlled, the next decision is wash intensity, whether a cold wash is enough or a hot wash is required to hit your quality target.
PET Washing Line Selection (Cold Vs Hot)
The wash stage is where PET recycling equipment either stabilizes quality (consistent flake/pellet feed) or becomes a constant operating fight (chemistry, plugging, odor, carryover). Before you decide cold vs hot wash, you need a fast, shared way to describe what’s actually in your bales.
Step 1: Classify Your PET Bales
Start by rating your incoming bales on four realities that directly drive wash intensity and separation scope.
Labels And Glue Level (Low / Medium / High)
Higher label/glue usually means more residue risk and more pressure on hot wash + rinsing.
Dirt/Fines Load (Low / Medium / High)
More fines drives higher wash-loop solids, more plugging, and higher dewatering/drying burden.
Oil/Organics / Odor Risk (Low / Medium / High)
If odor/organics are present, “looking clean” isn’t enough—decontamination needs rise.
Cap/PP/PE Carryover Risk (Low / Medium / High)
Higher cap/PP/PE means separation performance becomes non-negotiable (and mistakes show up in output quality).
Step 2: Choose Cold Wash Or Hot Wash
Now that you’ve labeled your bales as Category A/B/C, make one clean call: cold-only works only when contamination is consistently low; the moment your bales or end-market demands get tougher, you require hot wash to stay stable.
If This Is True In Your Feedstock Or Output Target | Decision |
All four ratings are mostly low (labels/glue, dirt/fines, odor/organics, cap/PP/PE) and you’re selling standard clean flake | We need cold-only |
Any “high” rating exists (especially labels/glue or odor/organics or heavy fines) | We require hot wash |
Bales swing between loads (category B variability is the problem) and you need consistent quality lot-to-lot | We require hot wash |
You’re producing pellets (more sensitive to residual contamination and stability before melt) | We require hot wash |
You’re targeting bottle-grade rPET / food-contact path (decontamination + consistency are non-negotiable) | We require hot wash |
Step 3: Minimum Module Stack
Once you’ve classified your bales and made the cold vs hot wash call, the goal is to lock a minimum “must-have” module stack. This prevents under-scoped quotes and gives you a clean line spec you can hand to vendors.
Stack A: Cleaner bales → Clean flake
Pre-rinse → friction wash → float-sink → rinse → dewatering → thermal drying
Use when bales are mostly Category A and you’re selling standard clean flake.
Stack B: Mixed bales → Consistent flake
Pre-rinse → stronger friction wash → float-sink focus → extra rinsing → fines management → dewatering → thermal drying
when variability is the problem (Category B) and you need stable flake quality lot-to-lot.
Stack C: High label/glue/organics → Hot wash line
Pre-rinse → hot wash (controlled chemistry + defined residence time) → dedicated rinse strategy → robust water loop → float-sink → dewatering → thermal drying
Use when bales are Category C (or you’re targeting pellets/bottle-grade outcomes) and decontamination consistency is non-negotiable.
With your bale category and wash stack defined, use a 2-minute table to select the right overall PET recycling equipment line level.
The 2-Minute Decision Table For PET Recycling Equipment

This table is a “what should we buy?” tool. Fast enough for a first pass, but structured enough to align engineering, ops, and leadership on the right line concept before anyone starts collecting quotes.
The goal is simple: prevent overbuying (paying for capability you won’t use) and underbuying (buying a line that can’t hit your spec at real feedstock variability).
If This Is Your Reality | Choose This | Minimum “Quote This” Stack |
You are targeting bottle-grade rPET / food-contact outcomes | Bottle-Grade Architecture | Front end controls + hot wash discipline + melt filtration/degassing + IV-management (often SSP per spec) |
You are selling pellets (or you need melt-stable, lot-to-lot consistent output) | Pellet Line | Clean flake line + extrusion + degassing + melt filtration + pelletizing |
You are selling clean flake and your bales are Category A or B | Clean Flake Line | Sorting + size reduction + wash stack A/B + dewatering + thermal drying |
You are selling clean flake but your bales are Category C (high glue/odor/fines variability) | Clean Flake Line (Heavy-Duty) | Strong front end + hot wash stack C + robust rinse + robust water loop + drying |
Once you’ve chosen the right line level, a RFQ checklist forces every vendor to quote the same scope, assumptions, and acceptance tests.
RFQ Checklist To Compare Quotes On The Same Scope
Once you’ve picked the line level (clean flake, pellets, or bottle-grade), this checklist forces vendors to state assumptions and inclusions in plain language. So you’re comparing quotes on the same scope, not just the same price.
Feedstock Basis: Category (A/B/C) + assumptions for PVC risk, labels/glue, fines/dirt, odor/organics, cap/PP/PE carryover.
Output Target: Clean flake / pellets / bottle-grade rPET (plus any odor/color/compliance requirement).
Guaranteed Throughput + Yield Basis: Stated against your feedstock basis (not “best-case bales”).
Required Module Stack: Paste Stack A/B/C (and pellet/bottle-grade add-ons) and require written confirmation all modules are included.
Hot Wash Definition (If Required): Temperature range, residence time, and chemistry control method.
Separation Performance: How PP/PE is removed and how carryover is verified in the PET stream.
Moisture Targets + Test Method: Targets at discharge points (post-drying, and pre-melt if pelletizing) + measurement method.
Melt Stage Scope (If Pelletizing / Bottle-Grade): Degassing approach + melt filtration method + performance proof (pressure stability / filter loading basis).
Utilities + Water Loop Ownership: Power/water/heat needs + what’s included for water filtration/reuse and who owns wastewater/discharge.
Commissioning + Acceptance Tests: Steady-state test duration, pass/fail criteria tied to your output target, and responsibilities.
Exclusions (One Page): All “customer-provided” items and integration boundaries listed in one place.
If you’re in Illinois, Wisconsin, Minnesota, North Dakota, or South Dakota, the next step is using a local partner to sanity-check your line scope.
How Aqua Poly Supports PET Recycling Equipment Decisions
If you’re buying PET recycling equipment, the fastest way to avoid scope gaps is to work with a regional distributor that can translate your output target + bale reality into a line architecture and an RFQ vendors can’t “quote around.”
Aqua Poly positions itself as engineering-focused, with in-house integration capability and customer support for what they sell.
Selection Support
Helps you turn “clean flake vs pellets vs bottle-grade” into a practical line concept (front end, wash depth, melt-stage needs) so quotes start from the same assumptions.
Recycling Machinery Access (EREMA Listings)
Their site lists EREMA under Recycling Machinery / Melt Filtration, including categories like recycling, filtration, and extrusion types; useful for defining the right line class before RFQs.
Melt Filtration Options (POWERFIL Resources)
Their site also surfaces POWERFIL melt filtration resources/listings, relevant when pellet quality or melt cleanliness is a key risk in your architecture.
Integration Planning
Aqua Poly explicitly references an engineering-focused approach and in-house integration of equipment with customer requirements. This is where layouts, tie-ins, and “who owns what” gets clarified before purchase.
Parts Request Pathway
They have a dedicated Request Parts flow, use it to speed up quoting and reduce downtime if you’re maintaining or expanding an existing line.
Contact Us if you’re in IL/WI/MN/ND/SD to sanity-check your PET line scope before you lock vendor quotes.
Conclusion
Bad feedstock assumptions are how PET projects quietly fail: the wash stage gets overloaded, yield drops, melt filtration plugs faster than planned, and downtime turns into rework and finger-pointing.
The fix is upfront discipline, lock your feedstock category and output target first, then force every pet recycling equipment quote to state the same scope and acceptance tests in writing.
If you’re in IL/WI/MN/ND/SD, Aqua Poly can sanity-check your line scope, utilities, and integration boundaries before you commit, reach out to us.
FAQs
1. What Feedstock Details Should I Confirm Before Selecting Pet Recycling Equipment?
Define bale category (labels/glue, fines/dirt, odor/organics, cap/PP/PE carryover) and call out PVC risk, those inputs decide wash depth, separation, and filtration needs.
2. When Do I Need Hot Wash Instead Of Cold Wash?
If any “high” ratings exist (especially glue/odor/fines) or bales vary a lot, hot wash is typically required to keep quality stable.
3. Should I Sell Clean Flake Or Pelletize?
Sell flake when buyers accept variability; pelletize when you need tighter consistency and better melt stability (with extrusion + filtration doing the heavy lifting).
4. What Acceptance Tests Should I Put In The RFQ?
A steady-state run at your stated feedstock basis with pass/fail checks tied to output (throughput/yield basis, moisture at discharge, and carryover/contamination verification).
5. Can Aqua Poly Equipment Company Support Projects Outside IL/WI/MN/ND/SD?
No—reach out only if your project is in Illinois, Wisconsin, Minnesota, North Dakota, or South Dakota so they can review scope and integration before you commit.


