OECD data shows global plastics production nearly doubled, from about 234 million tons in 2000 to about 460 million tons in 2019. That scale forces plants to run stable lines with fewer surprises.
The right machines used in plastic industry decide output, defects, and uptime. Many buyers focus on the main forming machine. Then quality issues show up during real production runs.
This guide breaks down the most common plastic processing machines. It also covers the support equipment most quotes leave unclear. Use it to choose the right bucket first, then select the exact machine.
Key Takeaways:
Common Machine Families: Injection molding, extrusion, blow molding, thermoforming, compression/transfer, and rotational molding.
Match Machine To Part Type: Solid, continuous, hollow, or sheet-formed decides the process fast.
Spec What Actually Breaks Runs: Output targets, resin behavior, tolerance, automation, and utilities.
Don’t Under-Scope Auxiliaries: Drying, conveying, temperature control, and cooling drive scrap and downtime.
RFQ Checklist Prevents Surprises: Lock assumptions in writing so quotes stay apples-to-apples.
What “Machines Used in Plastic Industry” Really Includes
Most teams use this keyword to mean “the main machine.” That is only one piece. In real plants, you buy a line. The best results come when you scope the forming machine, the support stack, and the end steps together.
Use these three buckets to keep quotes consistent and avoid missing scope.
1. Primary Processing Machines
This bucket includes the core equipment that forms plastic into a part. If this machine family is wrong, no auxiliary can save the process. It is also where most capital budgets start, and where buyers often stop too early.
Common machine types
Injection molding machines
Extrusion lines
Blow molding machines
Thermoforming machines
Compression and transfer molding presses
Rotational molding machines
What they’re used for: They turn resin into a finished geometry: solid parts, profiles, sheet, or hollow forms.
Where scope goes wrong
Buyers spec the main machine but skip required drying, cooling, and temperature control.
Teams assume “standard downstream” on extrusion or thermoforming, then miss handling and trim.
2. Secondary/Finishing Machines
This Bucket Covers The Steps After The Part Is Formed. These Machines Make Parts Shippable, Repeatable, And Easier To Inspect. Many Lines Hit Their True Bottleneck Here, Not At The Main Press Or Extruder.
Common Machine Types
Trimming And Deflashing Equipment
Part Cutting And Routing Systems
Welding Systems (Ultrasonic, Vibration, Hot Plate)
Printing, Marking, And Labeling Machines
Leak Testing And Inspection Systems
Packaging And End-Of-Line Handling Equipment
What They’re Used For: They Remove Waste, Join Components, Verify Quality, And Prepare Parts For Shipment.
Where Scope Goes Wrong
Trimming, Inspection, And Packout Time Gets Excluded From Throughput Targets.
Quality Acceptance Criteria Are Unwritten, So Rework Becomes The Default.
3. Auxiliary Equipment
This Bucket Includes The Machines That Feed Material, Control Heat, Move Parts, And Keep Runs Stable. In Many Plants, Most Scrap And Downtime Start Here. If This Scope Is Vague, Quotes Look Cheaper Until Production Starts.
Common Machine Types
Conveying And Loading Systems (Vacuum Loaders, Receivers, Hoppers)
Dryers And Dehumidifiers
Blenders And Dosing Feeders
Process Cooling Equipment (Chillers, Pumps, Loop Components)
Temperature Control Units (Mold Temperature Controllers)
Size Reduction Equipment (Granulators, Shredders)
Separation And Protection Equipment (Metal Separation, Filtration)
Automation And Part Handling (Robots, Conveyors, Separators)
What They’re Used For: They Stabilize Material Quality, Temperature, And Flow So The Forming Process Stays Repeatable.
Where Scope Goes Wrong
Drying, Cooling, And Temperature Control Are Treated As Add-Ons Instead Of Requirements.
Utilities, Controls Integration, And Startup Responsibilities Are Left “Customer Provided.”
Now that you know the three buckets, use the 60-second selector below to confirm which bucket you are actually buying before you request quotes.
Which Bucket Are You Actually Buying? A 60-Second Selector

Most people searching machines used in plastic industry want a quick list. But buyers usually have a part in mind. The fastest way to avoid wrong quotes is to first identify the process family that matches your part type.
Then you can scope the right bucket, plus the support equipment that makes it run stable. Use this mini-map to pick the primary machine family in under 30 seconds.
If Your Part Looks Like This | You Are Likely In This Process | Bucket You Are In |
Solid 3D part with detail, ribs, bosses, threads | Injection Molding | Primary Processing Machines |
Continuous length: pipe, profile, sheet, film | Extrusion | Primary Processing Machines |
Hollow container, duct, bottle, tank | Blow Molding | Primary Processing Machines |
Formed from sheet: trays, lids, clamshells, panels | Thermoforming | Primary Processing Machines |
Thick parts, certain thermosets, compression-style tooling | Compression/Transfer Molding | Primary Processing Machines |
Large hollow parts, lower pressure, longer cycles | Rotational Molding | Primary Processing Machines |
Part is formed, needs trim, weld, print, test, or pack | Finishing Steps | Secondary/Finishing Machines |
Line is unstable: moisture defects, temp drift, feed issues | Process Stability | Auxiliary Equipment |
If you can’t place your need in one row, you may be buying a full line scope, not a single machine.
Now that you’ve matched your part type to the right process family, the next sections break down the primary machines used in plastic industry.
Injection Molding Machines
Injection molding machines are used to produce repeatable plastic parts by injecting molten resin into a mold. This process fits high-volume runs and parts with tight tolerances.
For most buyers, success depends as much on material prep and temperature stability as on press tonnage.
What It’s Used For
Solid 3D parts with detail, ribs, bosses, threads, and consistent cosmetics
Medium-to-high volume production where repeatability and cycle time matter
Key Specs Buyers Should Define
Clamp Tonnage Range Required For The Mold
Shot Size And Plasticizing Capacity For The Resin
Screw Design Compatibility With Resin And Fill Requirements
Mold Size, Daylight, And Tie-Bar Spacing Constraints
Automation Readiness And Part Removal Method
Common Scope Traps
Drying requirements are assumed, leading to splay and inconsistent parts
Mold temperature control capacity is undersized, causing warp and drift
Cooling water quality, flow, and loop scope are unclear in the quote
Utilities, controls integration, and startup acceptance criteria are left vague
Must-Have Auxiliary Equipment
Resin Conveying And Loading System
Dryer Or Dehumidifier (When Resin Requires Drying)
Blender Or Doser (If Using Color, Additives, Or Regrind)
Mold Temperature Controller / Temperature Control Unit
Process Cooling Equipment (Chiller, Pumping, Loop Components)
Automation Or Part Handling (As Needed For Cycle And Safety)
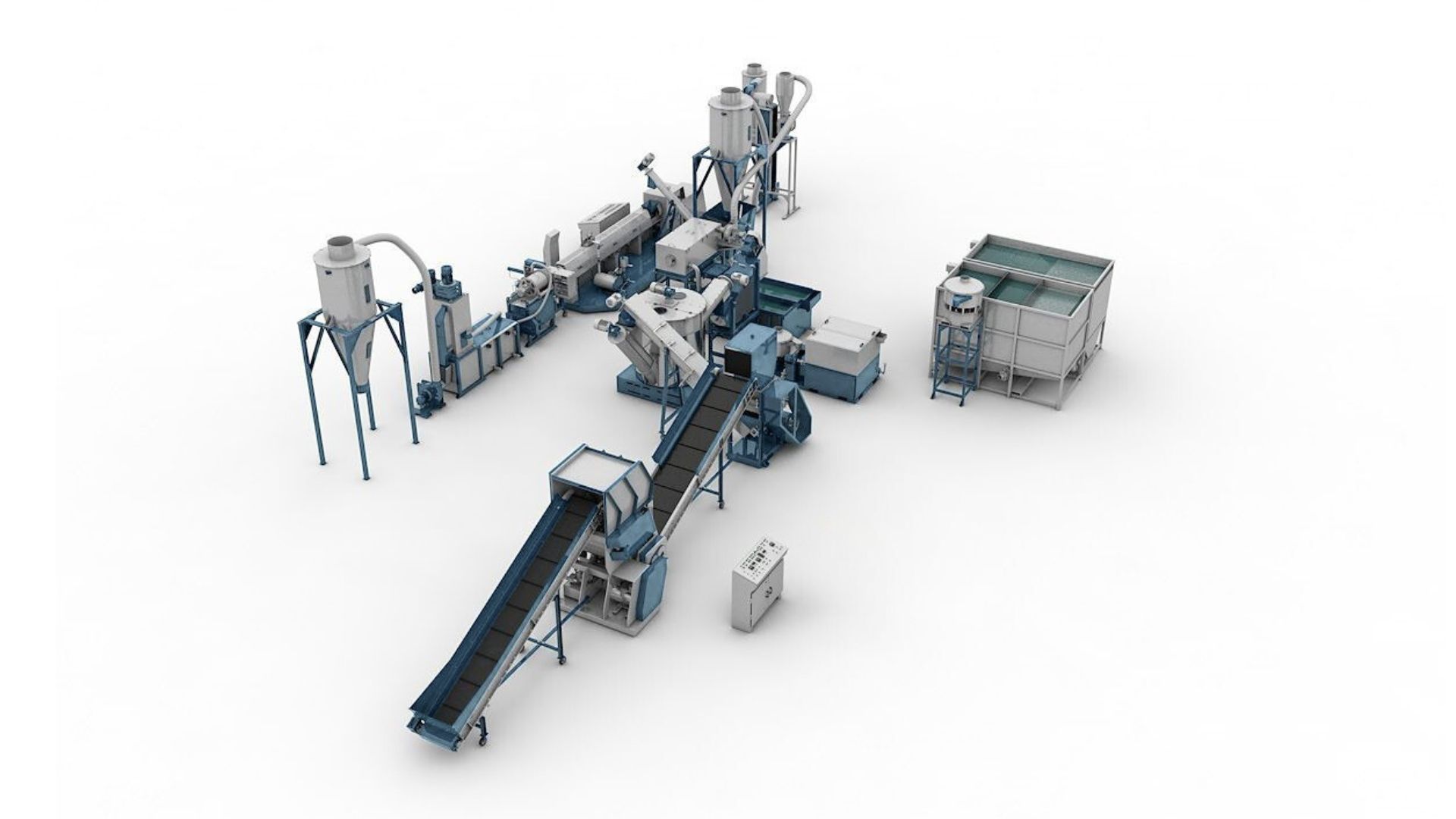
Extrusion Machines
Extrusion machines produce a continuous shape by pushing molten plastic through a die. The right setup depends heavily on what you are making downstream. Most buying mistakes come from under-scoping cooling, handling, and output stability.
Break Down By Application
Profile/Pipe Extrusion: dimensional control, cooling tanks, haul-off, and cut length drive success
Sheet/Film Extrusion: melt uniformity, thickness control, winding, and tension handling drive success
What It’s Used For
Continuous products like pipe, tubing, profiles, and wire coatings
Sheet and film for thermoforming, packaging, liners, and rolls
Key Specs Buyers Should Define
Output Rate Target And Material Type (Virgin vs Regrind Mix)
Screw And Barrel Setup Matched To Resin And Additives
Die Type And Downstream Configuration Needed For The Product
Cooling Method And Line Speed Requirements
Thickness Or Dimensional Tolerance Targets
Common Scope Traps
“Standard downstream” is assumed, but haul-off, cutting, and winding are not aligned
Cooling scope is incomplete, causing warpage, ovality, or thickness drift
Material feeding and blending are not controlled, creating output instability
Screen change, filtration, and cleanup access are ignored until quality drops
Must-Have Auxiliary Equipment
Material Conveying And Feeding System
Blender Or Dosing System (Color, Additives, Regrind Control)
Process Cooling Equipment (Chiller, Pumps, Cooling Tanks Or Rolls)
Downstream Handling (Haul-Off, Cutter, Winder, Stacker)
Filtration Or Screening System (As Needed For Melt Cleanliness)
Blow Molding Machines
Blow molding machines make hollow plastic parts by forming a tube or preform and inflating it inside a mold. The best choice depends on part size, neck finish needs, and clarity requirements. Use the quick table below to match your part type to the right blow molding method.
Blow Molding Type | How It Works (High Level) | Common Fit |
Extrusion Blow Molding | Extrudes a hot parison, then inflates it in a mold | Larger hollow parts, tanks, industrial containers, many custom shapes |
Injection Blow Molding | Injection molds a preform, then blows it to final shape | Smaller bottles with tighter neck finish control |
Stretch Blow Molding | Heats and stretches a preform before blowing | Clear, high-strength bottles where clarity and performance matter |
Best For: Hollow products like bottles, containers, ducts, and tanks where internal volume and wall control matter.
Spec Checklist
Part Size, Wall Thickness Targets, And Output Rate
Neck Finish And Dimensional Requirements
Resin Type And Clarity/Barrier Expectations
Mold And Cooling Strategy For Cycle Time Stability
Trimming, Leak Testing, And Handling Requirements
Common Pitfalls
Cooling and mold design are underscoped, causing wall variation and slow cycles
Trimming, testing, and packout are not planned, so throughput collapses later
Material handling and moisture control are ignored, leading to defects and scrap
Thermoforming Machines
Thermoforming machines shape heated plastic sheet over a mold using vacuum, pressure, or both. They are often chosen when you need large surface area parts at fast cycle rates. Most results depend on sheet consistency, heating control, and trim handling.
Best For: Packaging and formed sheet parts like trays, lids, clamshells, liners, and panels.
Spec Checklist
Part Size, Depth, And Detail Requirements
Sheet Type And Thickness Range (And Who Supplies The Sheet)
Heating Method And Temperature Control Expectations
Cycle Time Target And Changeover Needs
Trim Method, Scrap Handling, And Finished Part Stacking
Common Pitfalls
Heating control is not tuned to the sheet, causing thinning and warpage
Trim and scrap handling are treated as separate projects, creating bottlenecks
Sheet quality assumptions are unclear, so defects get blamed on the former
End-of-line handling is underscoped, leading to damage and rework
Compression & Transfer Molding Presses
Compression and transfer molding presses form parts by applying pressure and heat through matched tooling. They are often chosen when parts are thicker and the process needs controlled heat transfer and repeatable press force.
Results depend heavily on temperature uniformity, tooling fit, and cure control.
Best For: Thicker molded parts where consistent heat and pressure control drive part quality.
Spec Checklist
Required Tonnage And Platen Size For The Tool
Heated Platen Temperature Range And Uniformity Requirements
Tooling Type And Material Feed Method (Compression Vs Transfer)
Cycle Time And Cure Profile Expectations
Part Handling, Ejection, And Safety Requirements
Common Pitfalls
Platen temperature uniformity is assumed, causing variation and scrap
Tooling fit and venting are not finalized before the press is specified
Cure time and throughput assumptions are unrealistic for real production
Flash control and trimming responsibilities are not defined in scope
Rotational Molding Machines
Rotational molding machines produce hollow parts by heating resin inside a rotating mold until it coats the interior. The process runs at lower pressure than blow molding, but cycle time is driven by heating and cooling.
Best For: Large hollow parts like tanks and containers where tooling pressure is lower and geometry is suited to rotational forming.
Spec Checklist
Part Size And Weight Targets, Including Wall Thickness Goals
Heating Method, Oven Capacity, And Cycle Time Expectations
Cooling Strategy And Floor Workflow For Safe Handling
Mold Material, Changeover Needs, And Number Of Arms/Stations
Resin Type And Powder Handling Requirements
Common Pitfalls
Cycle time is underestimated, causing throughput shortfalls
Cooling workflow is underscoped, creating quality swings and safety issues
Powder handling, dust control, and housekeeping needs are ignored
Part handling and trimming are treated as afterthoughts, slowing output
Now that you’ve seen what each machine family is best suited for, use the 2-minute guide below to choose the exact plastic processing machine for your part and production goals.
2-Minute Guide: Pick The Exact Plastic Processing Machine

Most buyers already know the “common types.” The hard part is choosing the right machine for your part, volume, resin behavior, and quality tolerance. This guide is the final filter before RFQ.
Use it to shortlist the best-fit machine family and walk into vendor calls with clear specs, not assumptions.
Your Constraint Or Need | Best-Fit Machine Family |
Complex solid 3D part, tight tolerances, repeatability matters | Injection Molding Machines |
Continuous output like pipe/profile/sheet/film | Extrusion Machines |
Hollow containers or tanks, wall control is key | Blow Molding Machines |
Formed from sheet: trays, lids, panels, fast cycles | Thermoforming Machines |
Thicker molded parts where heat and pressure control dominate | Compression & Transfer Molding Presses |
Large hollow parts with lower tooling pressure, longer cycles | Rotational Molding Machines |
You are unsure because quality drifts mid-run, not at startup | Auxiliary Equipment (Support Stack) |
If two rows feel true, treat it as a line scope problem. Lock down the primary machine choice first, then specify the must-have auxiliaries and end-of-line steps in writing.
Once you’ve shortlisted the right machine family, use the RFQ scope checklist below to force clear assumptions.
RFQ Scope Checklist (Copy-Paste)
Use this template to request apples-to-apples quotes for machines used in plastic industry. Replace bracketed text with your details.
A) What You Are Making
Part / Product: [ ]
Process Family Needed: [Injection / Extrusion / Blow / Thermoforming / Compression-Transfer / Rotational]
Material (Resin): [ ] Drying Required: [Yes/No/Unknown] Regrind %: [ ]
Quality Must-Haves: [Tolerance] [Cosmetics] [Leak-tight] [Other]
Target Output: [parts/hr or lbs/hr] Target Cycle Time (If Known): [ ]
B) Equipment Scope (Must Be Priced Or Clearly Excluded)
Primary Machine Configuration: [ ]
Upstream Material Handling: [Conveying/Loading] [Dryer] [Blending/Dosing]
Temperature + Cooling: [TCU/Mold Temp Control] [Chiller/Process Cooling]
Downstream / End-Of-Line: [Haul-off/Cutter/Winder] [Trim] [Inspection/Leak Test] [Packout]
Scrap/Regrind Handling: [Granulator/Shredder] [Return Path]
C) Utilities And Integration
Electrical: [Voltage/Phase/Hz]
Air: [Pressure/SCFM] Water: [Flow/GPM + supply temp] Drain: [Yes/No]
Controls/Integration Boundary: who supplies [PLC/HMI], interfaces to [upstream/downstream], safety interlocks [ ]
D) Install, Startup, And Acceptance
Install Included: [Yes/No] Startup/Commissioning Included: [Yes/No] Training: [Ops/Maint/Both]
Acceptance Test: run at [rate] for [duration] meeting [scrap %] and [quality checks]
E) Quote Must Include
Scope of supply (included vs excluded)
Footprint/layout + utilities sheet
Lead time + warranty + service support expectations
One-page exclusions list
If you’re sourcing equipment in Illinois, Wisconsin, Minnesota, North Dakota, or South Dakota, a regional distributor with application support can help validate scope and integration before you lock vendor quotes.
How Aqua Poly Helps You Spec And Start Up The Right Line
Aqua Poly Equipment Company supports plants in Illinois, Wisconsin, Minnesota, North Dakota, and South Dakota, and cannot work outside this territory. That regional focus helps buyers get faster application alignment, cleaner scope, and fewer commissioning surprises.
Services we Provide (Engineering-Led, Practical Support):
Equipment Selection: Helps you choose plastic processing equipment that fits your part requirements, target output, plant layout, and maintenance reality.
System Integration: Engineers how the primary machine, auxiliaries, utilities, and controls tie together so the full line runs as one system.
Installation And Startup Support: Supports installation, commissioning, and handoff so responsibilities and acceptance checks are clear.
Parts Sourcing: Helps identify and supply replacement parts to reduce downtime caused by sourcing delays.
Ongoing Technical Support: Provides post-install troubleshooting and support when performance drifts or operating conditions change.
Aqua Poly can help review line scope, integration, and startup responsibilities so your decision holds up after production ramps up.
Conclusion
Most downtime comes from missing RFQ scope, not the primary machine spec. Buyers pricing machines used in plastic industry often under-scope drying, conveying, temperature control, and cooling, then scrap and drift show up mid-run. Pick the right process first, spec the support stack next, and lock assumptions in writing before you approve quotes.
Aqua Poly helps buyers align equipment selection, integration, and startup responsibilities so the line runs stable after ramp-up. Contact Us for an application-based recommendation and scope review.
FAQs
1. Why do quotes for machines used in plastic industry vary so much for “the same” capacity?
Because vendors assume different auxiliaries, utilities, controls scope, and acceptance testing unless you force them in writing.
2. What’s the fastest way to tell if my issue is the machine or the material going into it?
Track defects against resin lot changes, moisture readings, and feed stability before adjusting machine settings.
3. What should I ask for if I need flexibility to run multiple resins or frequent color changes?
Ask about changeover time drivers: cleaning access, purge strategy, quick-connects, and how regrind and dosing are managed.
4. How do I prevent “works in trials, fails in production” after installation?
Require a documented acceptance run at target rate with defined quality checks and utilities conditions.
5. What’s the most common early warning sign that my line is under-scoped?
If operators keep “chasing settings” to hold quality, the support stack is likely unstable or undersized.